




ДЕФИНИЦИЈА:
Навртка за наврткае навртка, дел за прицврстување што е навртен заедно со завртка или шраф. Тоа е компонента што мора да се користи во сите производствени машини, во зависност од материјалот, јаглероден челик, не'рѓосувачки челик, обоен метал итн.
Тип:
Навртка е дел што тесно ја поврзува механичката опрема со помош на навои од внатрешната страна, навртки и завртки со иста спецификација, на пример, навртката M4-P0.7 може да се поврзе само со завртката од серијата M4-P0.7; n производите се исти, на пример, навртката 1/4 -20 може да се поврзе само со завртка од 1/4 -20.
Принцип против олабавување:
DISC-LOCK контранавртката е составена од два дела, секој со испреплетена брегаста вала. Поради внатрешниот дизајн на клин, аголот на наклон е поголем од аголот на навртката на завртката, така што комбинацијата е цврсто затворена за да формира целина, кога ќе се појават вибрации, испакнатините на DISC-LOCK контранавртката се движат едни со други за да создадат напнатост на кревање, со што се постигнува совршен ефект на блокирање.
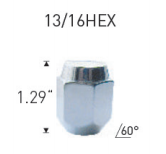
Заклучувачка навртка:
Намена: заклучување на навојни споеви или други фитинзи за цевки.
Принципот на работа на навртката е да се користи триењето помеѓу навртката иболтза самозаклучување. Но, сигурноста на ова самозаклучување е намалена под динамичко оптоварување. Во некои важни прилики ќе преземеме некои мерки против лабавост за да ја осигуриме сигурноста на заклучувањето на навртката. Заклучувачката навртка е една од мерките за спречување на лабавост.
Исто така, постојат три вида навртки за заклучување:
Првиот е да се користат две идентични навртки за да се навртува истиот болт и да се додаде момент на затегнување помеѓу двете навртки за да се направи поврзувањето на болтот сигурно.
Втората е специјална навртка против лабавост, потребна и може да се користи со заптивка против лабавост. Специјалната навртка против лабавост не е шестоаголна навртка, туку среднокружна навртка, која има три, четири, шест или осум засеци на обемот на навртката. Овие засеци се почетна точка на алатката за затегнување, а исто така е и картичка за заптивка против лабавост што се вметнува во устата.
Третиот метод е да се издупчи дупка за навој од надворешната површина на навртката до внатрешната површина на навртката, која се користи за навртување на завртка со мала глава со вдлабната глава. Заклучната навртка со подобар квалитет што се продава на пазарот има бакарни блокови на внатрешната тркалезна површина на навртката, што е во согласност со навојот на заклучната навртка и се користи за да се избегне оштетување предизвикано од директен контакт помеѓу радијалниот завртка и заклучениот навој. Заклучната навртка постепено се нанесува на заклучувањето на крајот на вратилото на ротирачките подвижни делови, како што е против лабавост на лежиштето на крајот за монтирање на топчестиот завртка.
Вториот метод е посигурен од првиот, но структурата е релативно сложена. Во споредба со првите две, третото ѕвоно има предности како подобар ефект против олабавување, поедноставна и поубава структура и помала аксијална големина.
Преклопна навртка за вметнување:
Користејќи различни видови релјефна жица, се произведуваат бакарни навртки. Вградените назабени бакарни навртки со кои доаѓаме во контакт секојдневно се обработуваат со прецизен автоматски струг. Референтниот стандард за вградени назабени бакарни навртки доаѓа од GB/T809.
Главниот режим на работа на вградената набрана бакарна навртка е лиење со вбризгување. По загревањето, може да се вгради во пластичниот дел или директно да се вбризгува во калапот. Ако калапот се користи за лиење со вбризгување, точката на топење на PA/NYLOY/PET е над 200 °C, температурата на вградената навртка брзо се зголемува откако ќе се стопи топло во пластичниот дел. По лиењето со вбризгување, пластичното тело брзо се лади, кристализира и стврднува. Ако температурата на вградената навртка е сè уште висока, можно е да се истура додека бакарната навртка не дојде во контакт со пластичниот дел и не почне да се олабавува или пука. Значи, при лиењето со вбризгување на вградената навртка, се користи бакарна навртка наместо навртка од јаглероден челик.
Постојат два начина за формирање на надворешниот модел на вградената бакарна навртка, едниот е да се користи бакарна суровина за цртање на моделот, а потоа да се произведе на горната опрема, а другиот е употреба на кружен бакарен материјал директно во процесот на производство при релјефување со притискање на рабовите, таквата обработка може да произведе голем број на нестандардни назабени бакарни навртки, обликот на релјефот на вградените бакарни навртки може да го избере корисникот, како што се мрежа, релјефна фигура осум, релјефна коска и други тркалачки модели.

.png)
Време на објавување: 22 март 2023 година
